


°°°°ŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌĺŖ”–”≤∂»łŖ°Ęīŗ–‘īů°ĘĆ”ťgŹä∂»ĶÕ°ĘłųŌÚģź–‘Ķ»ŐōŁc£¨ «Ķš–ÕĶńŽyľ”Ļ§≤ńŃŌ£¨“Úīň≤…»°āųĹy(t®Įng)Ķń¬ťĽ®„@Ó^∑Ĺ ĹÕÍ≥…„@Ņ◊ľ”Ļ§ļ‹»›“◊≥Ų¨F(xi®§n)Ć”ťg∑÷Ć”°Ę≥Ų»ŽŅŕā»(c®®)ņwĺSňļŃ—°Ę√ęīŐĶ»Ŕ|(zh®¨)ŃŅÜĖÓ}£¨áņ÷ōĶńēĢĆß(d®£o)÷¬’ŻāÄŃ„ľĢĶńąůŹU°£“ÚīňŐľņwĺSĒĶ(sh®ī)Ņō„@ń•ľ”Ļ§–Ť“™“‘łŖĺę∂»°ĘłŖ–߬ Ķń◊‘Ą”ĽĮľ”Ļ§∑Ĺ Ĺ»°īķāųĹy(t®Įng)Ķń¬ťĽ®„@Ó^°£Ĺ”Ō¬ĀŪüoŚaÕĢ ĘŐľņwĺS”–ŌřĻęňĺĺÕěťīůľ“÷vĹ‚“ĽŌ¬ŐľņwĺSĒĶ(sh®ī)Ņō„@ń•ľ”Ļ§Ļ§ňá°£
°°°°ŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌ”≤∂»łŖ°Ęįl(f®°)üŠáņ÷ō°Ęƶ«–ŌųѶ√Űł–£¨“ÚīňüoŚaÕĢ ĘŐľņwĺS”–ŌřĻęňĺÕ∆ň]≤…”√ŽäŚÉ≥¨”≤ń•ŃŌ„@ń•Ķ∂ĺŖ£¨“‘Ćć¨F(xi®§n)ŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌŅ◊ľ”Ļ§£¨Ŗ@∑N„@Ó^ĒUŅ◊∂őŇc–ř’ż∂ő≤…”√≤ĽÕ¨Ń£∂»ń•ŃŌ£¨ĒUŅ◊∂ő≤…”√ī÷Ń£∂»ń•Ń££¨ŐŠłŖŅ◊ĪŕĪŪ√śŔ|(zh®¨)ŃŅļÕľ”Ļ§ĺę∂»£Ľ„@Ó^÷––ńěťÕ®Ņ◊£¨≤Ę‘ŕ∂ň√śť_”–ŇŇŌų≤Ř°£
°°°°≤…”√Ŗ@∑N–¬–ÕĶńŽäŚÉ≥¨”≤ń•ŃŌĶ∂ĺŖƶվņwĺSŹÕ(f®ī)ļŌ≤ńŃŌŃ„ľĢŖM––„@Ņ◊ľ”Ļ§ĺŖ”–√ųÔ@ĶńÉě(y®≠u)Ą›°£‘ŕ„@Ņ◊»ŽŅŕā»(c®®)£¨–¬–ÕĶ∂ĺŖŇcāųĹy(t®Įng)¬ťĽ®„@Ó^“Ľė”£¨—ōĺÄňŔ∂»∑ĹŌÚĶńľŰ«–Ď™(y®©ng)Ѷ ĻŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌĪŪĆ”‘ŕüo ÝŅ`Ķń«ťõrŌ¬–ő≥…ňļŃ—°Ę∑÷Ć”Ķ»»ĪŌ›°£ĶęŽS÷Ý„@Ó^ĶńŖM“Ľ≤Ĺ…Ó»Ž£¨„@Ó^ĶńĒUŅ◊∂ő∆ū◊ų”√°£ĒUŅ◊∂ő”–“Ľ∂®ĶńŚF∂»£¨ŇcŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌ◊ų”√£¨–ő≥…īĻ÷Ī”ŕńłĺÄĶńѶ£¨Ŗ@āÄѶĶńīĻ÷Ī∑÷ѶŅ…“‘”––ßĶō“÷÷∆»ŽŅŕŐéňļŃ—°Ę∑÷Ć”Ķ»»ĪŌ›Ķńģa(ch®£n)…ķ°£
°°°°‘ŕĒUŅ◊ĶńŖ^≥Ő÷–£¨”…”ŕľ”Ļ§”ŗŃŅ–°£¨ĒUŅ◊∂őĆĘ„@Ó^◊Ó«į∂ň„@Ōųērģa(ch®£n)…ķĶń»ĪŌ›«–≥żĶńÕ¨ēr£¨–ő≥…›^ļ√ĶńŐľņwĺSľ”Ļ§ĪŪ√ś£¨ģĒ„@Ó^…Ó»ŽĶĹŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌĶń≥ŲŅŕā»(c®®)łĹĹŁēr£¨őī«–Ōų≤Ņ∑÷“—ļ‹Ī°£¨≥–›dń‹Ń¶ļ‹ĶÕ£¨‘ŕ›SŌÚѶĶń◊ų”√Ō¬£¨ŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌ»›“◊ģa(ch®£n)…ķŃ—ľy°Ę√ęīŐĶ»»ĪŌ›°£ģĒ–ř’ż∂őŖM»Ž«–Ōųēr£¨”…”ŕīňērĶńľ”Ļ§”ŗŃŅ∑«≥£–°£¨„@Ó^÷Ľ∆ūĶĹ–řĻ‚Ķń◊ų”√£¨ľīĆĘöąŃŰĶńőĘ–°»ĪŌ›ļÕĪŪ√śī÷≤ŕĶńĶō∑Ĺ«–≥Ų£¨ ĻĶ√ŐľņwĺSŹÕ(f®ī)ļŌ≤ńŃŌŅ◊Īŕę@Ķ√łŁłŖĶńĪŪ√śŔ|(zh®¨)ŃŅ£¨Õ¨ērĪ£◊CŅ◊ĺŖ”–›^łŖĶńľ”Ļ§ĺę∂»°£
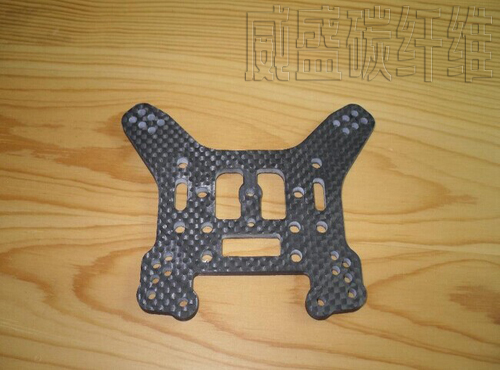
°°°°üoŚaÕĢ ĘŐľņwĺS”–ŌřĻęňĺņŻ”√ŐľņwĺSĒĶ(sh®ī)Ņō„@ń•ľ”Ļ§ĆćÚě£¨Ķ√≥Ų÷ų“™ÖĘĒĶ(sh®ī)ěť£ļ÷ų›SřD(zhu®£n)ňŔ6000r/min£¨ôCī≤›SŌÚŖMĹoŃŅ25mm/min£¨√ŅāÄĻ§ľĢĶń∂ň√śľįā»(c®®)Īŕ„@Ņ◊ľ”Ļ§°Ę∂ň√śľįā»(c®®)√śń•Ōųľ”Ļ§£¨ľ”Ļ§ĺę∂»ĺýĚM◊„“™«ů£¨Ļ§ľĢ»ę≤Ņ“Ľīőľ”Ļ§ļŌłŮ°£üoŚaÕĢ Ę(RSN)–¬≤ńŃŌŅ∆ľľ”–ŌřĻęňĺ «“Ľľ“≥…ŃĘ”ŕ2007ńÍ“‘Ć£ėI(y®®)…ķģa(ch®£n)ľįľ”Ļ§ŐľņwĺS≤ńŃŌěť÷ųĶńŹSľ“£¨övńÍĀŪ읊t(y®©)Įü°Ęůw”ż£¨ Ķ»ÓI(l®ęng)”ÚŐŠĻ©Ŗ^∂ŗīőľ”Ļ§∑ĢĄ’(w®ī)£¨ńķŅ…“‘Õ®Ŗ^°∂ŐľņwĺSģa(ch®£n)∆∑’Ļ ĺ°∑ôŕńŅěg”[ŌŗÍP(gu®°n)ģa(ch®£n)∆∑£¨»Áńķ”–īň∑Ĺ√ś–Ť«ůŅ…ĀŪŽä◊…‘É°£
ŃĘŅŐ‘ŕĺÄ◊…‘É£®üo–ŤĶ«šõ£©
- …Ō“Ľ∆™£ļŐľņwĺSÁRÕ≤Ķń≥…–ÕĻ§ňá
- Ō¬“Ľ∆™£ļŐľņwĺS‘≠Ĺzņw∂»ŇcŐľņwĺS–‘ń‹ĶńÍP(gu®°n)ŌĶ



Copyright © 2016 RSN All Rights Reserved ŐKICPāš16059707ŐĖ-1üoŚaÕĢ Ę–¬≤ńŃŌŅ∆ľľ”–ŌřĻęňĺĻŔĺW(w®£ng)
ĽōĶĹ ◊Ūďō≠ģa(ch®£n)∆∑÷––ńō≠ÍP(gu®°n)”ŕő“āÉō≠¬ď(li®Ęn)ŌĶő“āÉō≠Alibaba
