

")
����̼�w�S��(f��)�ϲ���������(y��u)�����������c(di��n)���ȏ�(qi��ng)�ȸߡ�����Ûϵ��(sh��)С���ߴ緀(w��n)���Ժá��ߜ����� ����܇(ch��)�����������t(y��)�����w����Ʒ���I(l��ng)��@���ˏV���đ�(y��ng)���������Ĵ��Դ������g���Џ�(qi��ng)�ȵ��������y�������ϣ��ڼӹ����^(gu��)�������׳��F(xi��n)����˺�������p�Ȇ�(w��n)�}����(du��)���ߵ�ĥ�pҲ�dz�������ν�Q�@Щ��(w��n)�}������(du��)������ʢ�²ĵļ��g(sh��)�ˆT�M(j��n)�����о���
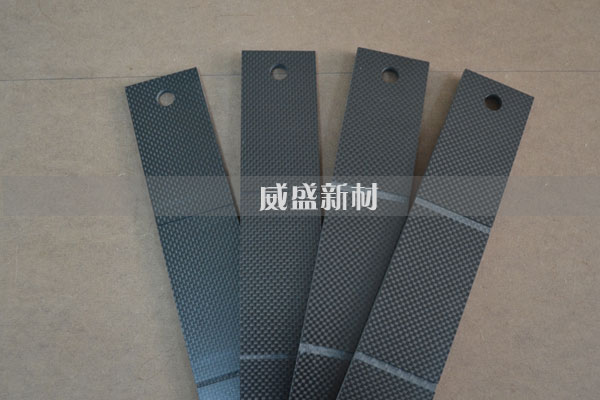
���Dʾ��̼�w�S��(f��)�ϲ��ϼӹ�����
�������ߵ�ʹ����������ˇ����Ҫ��һ�h(hu��n)���҂�?c��)�ʹ��̼������������Ӳ�|(zh��)�Ͻ�;۾�����ʯ�Ȳ�ͬ�ĵ��ߌ�(du��)̼�w�S��(f��)�ϲ����M(j��n)�������о����Y(ji��)��������̼���Ŀǰ�ѽ�(j��ng)���ܝM(m��n)��ʹ��Ҫ��������䓲������ڽ�����ļ��g(sh��)��������(qi��ng)������ĥ���������ڴ��ИI(y��)���^�m(x��)ʹ������Ӳ�|(zh��)�Ͻ��ʹ���^��V�������۾�����ʯ�t��һ�N�dz���(y��u)���IJ������ܴ������ӹ��|(zh��)����
������������(sh��)���x���DZ��C�a(ch��n)Ʒ�|(zh��)�����P(gu��n)�I��ǰ��γ�ĽǶȞ�12°~15°���m��(d��ng)����γ�����ԼӴ��и����ã��p�������������α�ĽǶȞ�6°~8°���m��(d��ng)����α���ɱ��C�����p�����p��Ħ��������������ƫ��φ������75°~90°��45°~60°�ɜp��?g��u)���������?d��ng)����ߵ��ߏ�(qi��ng)�����ЃA��Λ��0°~5°���m��(d��ng)�pСΛ���ɜpС�ӹ��еě_������
����̼�w�S��(f��)�ϲ��ϵľ��w������ˇ��Ҫ�֞�܇(ch��)���������ĥ����܇(ch��)�������������ڵ����ϔD���γɵ��������Ҫ����̎��߅������ֹ����ĥ���ӹ����ԫ@���^�ߵļӹ����ȣ����^(gu��)��������Ⱥ�С��
����������̼�w�S��(f��)�ϲ��ϼӹ��к���Ҫ��һ�h(hu��n)���o(w��)�a��ʢ�²��ϿƼ�����˾���g(sh��)�����ۺ��������ˆT�ďĘI(y��)��(j��ng)�(y��n)����10���������ɸ���(j��)�͑�(h��)�ĈD���ӹ�̼�w�S�o(w��)�˙C(j��)�������܇(ch��)������t(y��)����ȸ��N�a(ch��n)Ʒ�����_�ȸ���Ʒ�|(zh��)�á����]��x��̼�w�S�������ӹ�Ҫע��ʲô
�����ھ�(xi��n)��ԃ(x��n)���o(w��)���䛣�



Copyright © 2016 RSN All Rights Reserved �KICP��16059707̖(h��o)-1�o(w��)�a��ʢ�²��ϿƼ�����˾�پW(w��ng)
�ص����(y��)ح�a(ch��n)Ʒ����ح�P(gu��n)���҂�ح(li��n)ϵ�҂�حAlibaba
