

")
íííí╠╝└w¥S¥▀ËðÊ╗░Ò╠╝╦Ï└w¥S╦¨ôÝËðÁ──═©▀£Ïíó─═─ª▓┴íóîº(d¿úo)ÙèÁ╚╠ÏðÈú¼═¼òr(sh¿¬)▀Ç¥▀Ëð╠╝╦Ï▓─┴¤╦¨▓╗¥▀ËðÁ─╚ß▄øðÈíó©¸Ýù(xi¿ñng)«ÉðÈú¼│ú┼cÿõ(sh¿┤)ͼ╗¨¾wÅ═(f¿┤)║¤ú¼Íã│╔╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤íú╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤Ùm╚╗┘|(zh¿¼)¦p©▀Åè(qi¿óng)ú¼Á½┤ÓðÈ┤¾ú¼ÖC(j¿®)ðÁ╝Ë╣ñ└ºÙyú¼▀@ã¬╬─ı┬ðí¥Ä¥═üÝ(l¿ói)ÍvÊ╗Ív╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤Á─öÁ(sh¿┤)┐Ï╝Ë╣ñíú
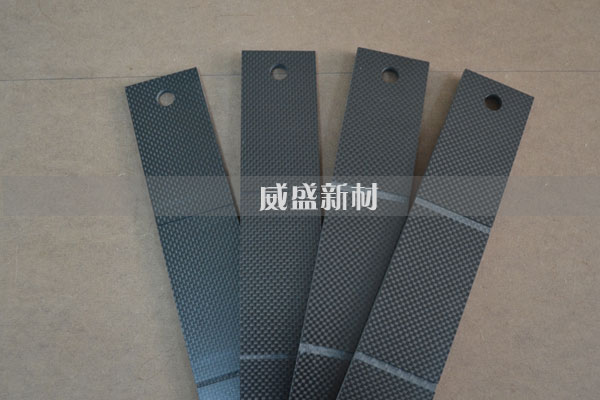
ú¿êD╩¥ú║╠╝└w¥SöÁ(sh¿┤)┐Ï╝Ë╣ñ╝■ú®
ííííÁÂ¥▀▓─┴¤ú║╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤¥▀Ëð¦^©▀Á─Ë▓Â╚ú¼Ê‗┤╦È┌╝Ë╣ñòr(sh¿¬)æ¬(y¿®ng)▀xË├©▀Ë▓Â╚Á─ÁÂ¥▀ú¼└²╚þCVD¢äé╩»íóË▓┘|(zh¿¼)║¤¢íóPCBNíó©▀î┘ðÈ╠ı┤╔íú
ííííÃ░║¾¢Ãú║©¨ô■(j¿┤)▓─┴¤╠ÏðÈú¼ÁÂ¥▀Á─Ã░¢Ãæ¬(y¿®ng)▀xË├¦^ðíÍÁú¼ÊÈÈ÷Åè(qi¿óng)Ãð¤¸Åè(qi¿óng)Â╚║═╔óƒß¾wÀeíúÁ½═¼òr(sh¿¬)╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤¥▀Ëð¦^©▀Á─Åè(qi¿óng)Â╚╝░ÝgðÈú¼Ãð¤¸╚ðæ¬(y¿®ng)▒ú│Íõh└¹ú¼Ê╗░Ò▀xË├γ=ú¿8-12ú®°ú╗×Ú┴╦£pðí║¾ÁÂ├µÁ──ª▓┴┼c─Ñôpú¼ÐËÚL(zh¿úng)ÁÂ¥▀╩╣Ë├ë█├³ú¼║¾¢ÃÊÎ▀xË├¦^┤¾ÍÁú¼Á½×Ú┴╦▒úÎCÁÂ¥▀Ãð¤¸╚ðÅè(qi¿óng)Â╚║═▓╗ʲã▒└╚ðú¼Ê╗░Ò▀xË├α=ú¿6-13ú®°
íííí²XöÁ(sh¿┤)╝░┬¦ð²¢Ãú║ÁÂ¥▀²XöÁ(sh¿┤)╝░┬¦ð²¢ÃÂ╚┐╔▀m«ö(d¿íng)▀xË├¦^┤¾ÍÁú¼╝Ë╣ñ▀^(gu¿░)│╠Íð╩╣ÂÓéÇ(g¿¿)Á²X─▄═¼òr(sh¿¬)àó┼cÃð¤¸ú¼Ê╗░Ò▀x╚í²XöÁ(sh¿┤)Z=ú¿3~4ú®ú¼┬¦ð²¢Ãβ=ú¿35~45ú®°
íííí│ÈÁÂ┴┐ú║Ãð¤¸òr(sh¿¬)ÁÂ¥▀─Ñôp┴┐¦^┤¾ú¼×Ú┴╦▒úÎC╝Ë╣ñ├µÁ─▒Ý├µ┘|(zh¿¼)┴┐ú¼¦S¤‗▓╔Ë├▓╗ÀÍîËÃð¤¸À¢╩¢ú¼Ãð╔¯a=ú¿1.5~5ú®mmú¼×Ú▒▄├ÔÃð¤¸┴ª▀^(gu¿░)┤¾ú¼a▓╗ÊÎ▀^(gu¿░)┤¾íú
ííííÃð¤¸╦┘Â╚╝░¢o▀M(j¿¼n)┴┐ú║×Ú£pðíÃð¤¸╩▄┴ªú¼╠ß©▀┴Ò╝■▒Ý├µ┘|(zh¿¼)┴┐╝░Ãð¤¸ðº┬╩ú¼▓╔Ë├©▀╦┘Ãð¤¸À¢╩¢ú¼Ê╗░ÒÌD(zhu¿ún)╦┘S=ú¿17000~2000ú®rpmú¼▀M(j¿¼n)¢o╦┘Â╚F=ú¿2500~3000ú®mmíú
íííí╠╝└w¥SÅ═(f¿┤)║¤▓─┴¤╝Ë╣ñòr(sh¿¬)ú¼¥▀¾wÁ─àóöÁ(sh¿┤)▀Çʬ░┤ııîì(sh¿¬)ÙHá¯ørøQ¿ú¼ƒo(w¿▓)Õa═■╩óð┬▓─┴¤┐ã╝╝Ëð¤Ì╣½╦¥╩ÃîúÿI(y¿¿)Á─╠╝└w¥SÅS╝Êú¼╝╝ðg(sh¿┤)┴ª┴┐ð█║±ú¼Å─ÿI(y¿¿)╚╦åTÂ╝Ëð│¼▀^(gu¿░)10─ÛÊÈ╔¤Á─¢ø(j¿®ng)‗×(y¿ñn)ú¼─▄©¨ô■(j¿┤)┐═æ¶Á─êD╝êÎ÷¥½╝Ü(x¿¼)Á─╠╝└w¥SöÁ(sh¿┤)┐Ï╝Ë╣ñú¼▒Ý├µƒo(w¿▓)ßÿ┐Îíóƒo(w¿▓)░γc(di¿ún)íóƒo(w¿▓)╣╬é¹ú¼┘|(zh¿¼)┴┐║├íú═ã╦]Ö┌─┐ú║╠╝└w¥SöÁ(sh¿┤)┐Ï¥½Á±┐╠╝Ë╣ñ
┴ó┐╠È┌¥ÇÎ╔Èâú¿ƒo(w¿▓)ðÞÁÃõøú®



Copyright © 2016 RSN All Rights Reserved ╠KICPéõ16059707╠û(h¿ño)-1ƒo(w¿▓)Õa═■╩óð┬▓─┴¤┐ã╝╝Ëð¤Ì╣½╦¥╣┘¥W(w¿úng)
╗ÏÁ¢╩ÎÝô(y¿¿)Ï¡«a(ch¿ún)ãÀÍðð─Ï¡ÛP(gu¿ín)Ë┌╬ÊéâÏ¡┬ô(li¿ón)¤Á╬ÊéâÏ¡Alibaba
