

")
ĪĪĪĪ╩╣ė├é„Įy(t©»ng)Ą─╣ż╦ćĮo╠╝└wŠSÅ═(f©┤)║Ž▓─┴ŽŃ@┐ūŻ¼ė╔ė┌Ń@Ņ^ÖM╚ą╠ÄĄ─▐D(zhu©Żn)╦┘×ķ0Ż¼ÖM╚ąģ^(q©▒)▓─┴Ž═Ļ╚½┐┐Ń@Ņ^Ą─═ŲöDū„ė├ą╬│╔ŪąŽ„Ż¼ę“┤╦▌SŽ“┴”ĘŪ│Ż┤¾ĪŻū„×ķę╗ĘNą┬ą═Ą─ųŲ┐ū╣ż╦ćŻ¼┬▌ą²ŃŖ┐ūŠ▀ėąŪąŽ„▀^(gu©░)│╠ŲĮĘĆ(w©¦n)ĪóŪąŽ„┴”ąĪ║═╝ė╣żŠ½┤_Č╚Ė▀Ą─ā×(y©Łu)³c(di©Żn)Ż¼─▄ėąą¦£pąĪ╠╝└wŠSÅ═(f©┤)║Ž▓─┴ŽųŲ┐ū▀^(gu©░)│╠ųąĄ─å¢(w©©n)Ņ}ĪŻŽ┬├µŻ¼ąĪŠÄŠ═üĒ(l©ói)Š▀¾w▒╚▌^ę╗Ž┬╠╝└wŠS┬▌ą²ŃŖ┐ū╣ż╦ć║═é„Įy(t©»ng)ųŲ┐ū╣ż╦ćĪŻ
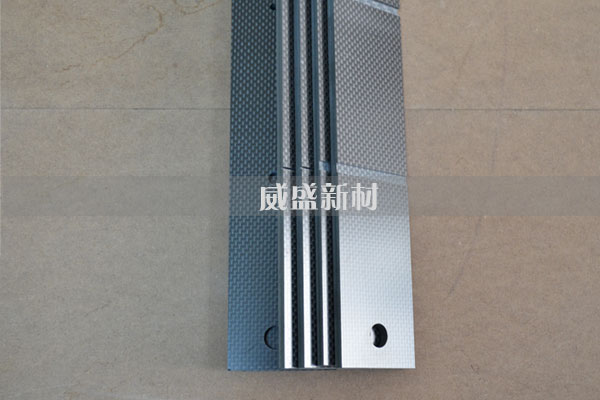
Ż©łD╩ŠŻ║╠╝└wŠS╝ė╣ż╝■Ż®
ĪĪĪĪ(1)«ö(d©Īng)ŪąŽ„ģóöĄ(sh©┤)░l(f©Ī)╔·ūā╗»Ģr(sh©¬)Ż¼╠╝└wŠSÅ═(f©┤)║Ž▓─┴Ž┬▌ą²ŃŖ┐ū║═é„Įy(t©»ng)Ń@┐ūŽ┬Ą─▌SŽ“┴”ėąŽÓ═¼ūā╗»┌ģä▌(sh©¼)Ż¼╝┤ļSų°ų„▌S▐D(zhu©Żn)╦┘Ą─į÷╝ė║═▀M(j©¼n)Įo╦┘Č╚Ą─£pąĪŻ¼▌SŽ“┴”ę▓ļSų«£pąĪĪŻ«ö(d©Īng)ŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo╦┘Č╚ŽÓ═¼Ģr(sh©¬)Ż¼┬▌ą²ŃŖ┐ūŽ┬Ą─▌SŽ“┴”āHāH╩Ūé„Įy(t©»ng)Ń@┐ūĄ─33.97%-51.23%ĪŻ
ĪĪĪĪ(2)╚ĪŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo╦┘Č╚ŽÓ═¼Ą─ę╗ĮM╝ė╣ż┐ū×ķ蹊┐ī”(du©¼)Ž¾Ż¼į┌╚╦┐┌╠ÄŻ¼┬▌ą²ŃŖŽ„Ž┬Ą─╝ė╣ż┐ūėą╔┘┴┐├½┤╠«a(ch©Żn)╔·Ż¼▓óŪę├½┤╠ĘŁŠĒĘĮŽ“║═ŃŖĄČ╣½▐D(zhu©Żn)ĘĮŽ“ę╗ų┬Ż╗é„Įy(t©»ng)Ń@Ž„Ž┬Ą─╝ė╣ż┐ūļm╚╗ø](m©”i)ėą├„’@Ą─├½┤╠╚▒Ž▌Ż¼Ą½╩ŪŲõ┐ū▀ģŠēÜł┴¶╬┤═Ļ╚½ŪąöÓĄ─└wŠSŻ¼Č°Ūę▀Ćėą▌p╬óĄ─Ęųīė¼F(xi©żn)Ž¾ĪŻ
ĪĪĪĪ(3)┬▌ą²ŃŖ┐ū│÷┐┌┘|(zh©¼)┴┐▌^║├Ż¼ø](m©”i)ėą├„’@╝ėT╚▒Ž▌Ż¼▀ģŠē╠ÄöÓ┐┌╩«Ęų╣Ō╗¼ŲĮš¹ĪŻČ°é„Įy(t©»ng)Ń@┐ūĢr(sh©¬)▌SŽ“┴”▌^┤¾Ż¼ī¦(d©Żo)ų┬│÷┐┌«a(ch©Żn)╔·├½┤╠║═╦║┴č¼F(xi©żn)Ž¾ĪŻ
ĪĪĪĪ(4)┬▌ą²ŃŖ┐ūŽ┬┐ū▒┌▒╚▌^╣Ō╗¼Ż¼└wŠSČ╝▒╗š¹²RĄžŪąöÓĪŻČ°é„Įy(t©»ng)Ń@Ž„Ń@Ž„╣ż╦ć╔·«a(ch©Żn)Ą─┐ū▒┌┘|(zh©¼)┴┐▌^▓ŅŻ¼Üł┴¶ėą╬┤ŪąöÓĄ─╠╝└wŠSęį╝░┴č╝yĄ╚╚▒Ž▌ĪŻ
ĪĪĪĪ╠╝└wŠS┘|(zh©¼)▌pĖ▀ÅŖ(qi©óng)Ż¼▒╚ÅŖ(qi©óng)Č╚Ė▀Īó▒╚─Ż┴┐Ė▀Ż¼į┌ ĪóŲ¹▄ć(ch©ź)ųŲįņĪóßt(y©®)»¤Ų„ąĄĪó¾wė²ė├ŲĘĪóśĘ(l©©)Ų„ę¶ĒæĪóÖC(j©®)ąĄĄ╚ŅI(l©½ng)ė“Č╝ėąÅVĘ║Ą─╩╣ė├ĪŻ¤o(w©▓)Õa═■╩óą┬▓─┴Ž┐Ų╝╝ėąŽ▐╣½╦Šū„×ķīŻ(zhu©Īn)śI(y©©)Ą─╠╝└wŠSÅS╝ęŻ¼Å─╠╝└wŠSųŲŲĘĄ─├ō─Żä®│╔ą═ĪóCNCÖC(j©®)ąĄ╝ė╣żĄĮ▒Ē├µ═┐čbĄ╚ę╗š¹╠ū╝ė╣ż╣ż╦ćŠ∙ęč│╔╩ņŻ¼īŹ(sh©¬)¼F(xi©żn)┴┐«a(ch©Żn)ĪŻ═Ų╦]ķåūxŻ║╠╝└wŠSÅ═(f©┤)║Ž▓─┴ŽŃ@┐ū蹊┐
┴ó┐╠į┌ŠĆū╔įāŻ©¤o(w©▓)ąĶĄŪõøŻ®



Copyright © 2016 RSN All Rights Reserved ╠KICPéõ16059707╠¢(h©żo)-1¤o(w©▓)Õa═■╩óą┬▓─┴Ž┐Ų╝╝ėąŽ▐╣½╦Š╣┘ŠW(w©Żng)
╗žĄĮ╩ūĒō(y©©)žŁ«a(ch©Żn)ŲĘųąą─žŁĻP(gu©Īn)ė┌╬ęéāžŁ┬ō(li©ón)ŽĄ╬ęéāžŁAlibaba
