


ĪĪĪĪė╔ė┌╠╝└wŠSÅ═║Ž▓─┴ŽŠ▀ėą«É┘|ąį║═Ė„Ž“«ÉąįĄ─╠ž³cŻ¼Č°Ń@Ž„▒Š╔Ēėų╩Ūę╗éĆÅ═ļsĄ─▀^│╠(╝¶ŪąĪó╗¼ęŲ║═öD│÷═¼Ģr▓ó┤µ)Ż¼╦∙ęįį┌╝ė╣żĄ─Ģr║“╚▌ęūę²Ų▓─┴Žōpé¹Ż¼╚ńĘųīėĪó└wŠSäāļxĪóīėķg┴č╝yĪó┐s┐ūĪŻį┌▀@ą®╚▒Ž▌ųąŻ¼Ęųīė╩ŪĘŪ│Żć└ųžĄ─ę╗ĘNŻ¼ų▒Įėė░ĒæĄĮ▓─┴ŽĄ─ÅŖČ╚║═äéČ╚Ż¼▓óŲŲē─ĮYśŗĄ─═Ļš¹ąįĪŻ
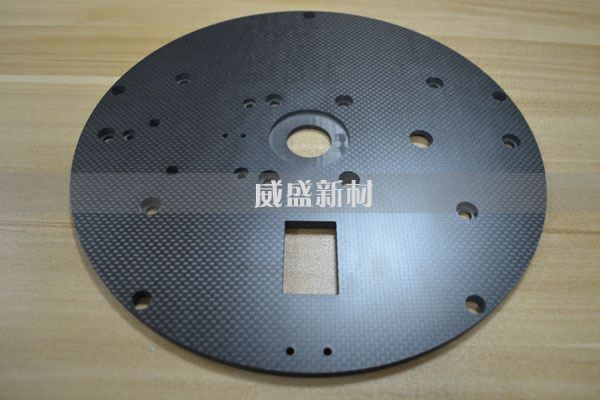
Ż©łD╩ŠŻ║╠╝└wŠSÅ═║Ž▓─╝ė╣ż╝■Ż®
ĪĪĪĪ×ķ┴╦▒▄├Ō«a╔·Ń@Ž„ĘųīėŻ¼īŹļH╩®╝ėĄ─Ń@Ž„═Ų┴”ųĄ▓╗æ¬│¼▀^┼RĮń═Ų┴”ųĄŻ¼▀@éĆ┼RĮń═Ų┴”ųĄ┐╔ęį═©▀^▓╗═¼Ą─└Ēšō(ŲĮ░ÕÅØŪ·└ĒšōĪóīėē║░Õ└Ēšō)Īó╗∙ė┌ŠĆÅŚąįöÓ┴čÖCųŲęį╝░ŽÓĻP╝s╩°Śl╝■Ą─öĄ(sh©┤)īW─Żą═(Ęų▓╝▌d║╔─Żą═Īó╝»ųą▌d║╔─Żą═)ėŗ╦Ń½@Ą├ĪŻ┤╦═ŌŻ¼▀MĮo┬╩ĪóŃ@Ņ^ų▒ÅĮĄ╚ģóöĄ(sh©┤)ī”ĘųīėĄ─ą╬│╔Č╝ėą║▄┤¾Ą─ė░ĒæĪŻ▓╔ė├ų¦ō╬╣żŠ▀╗“š▀į┌Ń@Ž„│÷┐┌é╚į÷╝ėŅ~═ŌĄ─▓─┴Žīėę▓┐╔ęį£pąĪĘųīėōpé¹ĪŻ
ĪĪĪĪę╗éĆęč─źōpĄ─Ń@Ņ^Ģ■ę²Ų▒╚▌^ć└ųžĄ─ĘųīėŻ¼ŲõįŁę“╩Ūė╔ė┌ĄČŠ▀─źŌgČ°Ń@Ž„═Ų┴”į÷┤¾ĪŻĄČŠ▀─źōp╚ĪøQė┌ĄČŠ▀Äū║╬ģóöĄ(sh©┤)ĪóŪąŽ„Śl╝■ĪóØÖ╗¼┤ļ╩®ęį╝░▒╗╝ė╣ż▓─┴ŽĪŻļSų°Ń@Ž„┐ūöĄ(sh©┤)Ą─į÷╝ėŻ¼Ń@Ņ^Ą─ŪąŽ„╚ąųØuūāŌgĪŻė▓┘|║ŽĮ║═Š█Š¦Įäé╩»╩Ū▀m║Ž╠╝└wŠSÅ═║Ž▓─┴ŽŃ@Ž„Ą─ĄČŠ▀▓─┴ŽŻ¼ėąčąŠ┐š▀ū÷▀^īŹ“ׯ¼Ń@Ž„╦┘Č╚80m/min~150m/minŻ¼▀MĮo┬╩0.05mm/r~0. 15mm/rŻ¼Ń@║¼┴┐×ķ6%Ą─│¼╝ÜŠ¦┴ŻĮäé╩»═┐īėė▓┘|║ŽĮŃ@Ņ^▒Ē¼F(xi©żn)│÷▌^║├Ą─ąį─▄Ż¼Č°Įäé╩»Ń@Ņ^┐╔╠ß╣®▌^Ė▀Ą─ŪąŽ„╦┘Č╚Ż©l00m/min~250m/minŻ®Ż¼Ą½╩Ū│§╩╝│╔▒Š▌^Ė▀ĪŻ
ĪĪĪĪŃ@Ž„ļm╚╗ų╗╩Ū╠╝└wŠSÅ═║Ž▓─┴Ž╝ė╣żųąĄ─ę╗éĆąĪŁh(hu©ón)╣Ø(ji©”)Ż¼Ą½ŲõŠ½┤_Č╚║══Ļ├└Č╚ų▒Įėė░ĒæĄĮ│╔ŲĘĄ─═Ōė^ęį╝░┘|┴┐Ż¼Ė³╩Ūįņ│╔╠╝└wŠSÅ═║Ž▓─┴Žł¾ÅUĄ─ųžę¬įŁę“ĪŻ═■╩óą┬▓─│╔┴óČÓ─ĻüĒĘe└█┴╦žSĖ╗Ą─Įø“ׯ¼─▄Ė∙ō■(j©┤)┐═æ¶Ą─łD╝łū÷Ė▀Š½Č╚╝ė╣żĪŻ═Ų╦]ķåūxŻ║╠╝└wŠSÅ═║Ž▓─┴ŽĄ─ŪąŽ„╣ż╦ć蹊┐
┴ó┐╠į┌ŠĆū╔įāŻ©¤oąĶĄŪõøŻ®
- ╔Žę╗Ų¬Ż║╠╝└wŠSÅ═║Ž▓─┴ŽŃ@┐ū蹊┐
- Ž┬ę╗Ų¬Ż║╠╝└wŠSÅ═║Ž▓─┴Žé„äė▌SĄ─│╔ą═╣ż╦ć

ėčŪķµ£Įė

Copyright © 2016 RSN All Rights Reserved ╠KICPéõ16059707╠¢-1¤oÕa═■╩óą┬▓─┴Ž┐Ų╝╝ėąŽ▐╣½╦Š╣┘ŠW(w©Żng)
